International Conference on Construction Process Re-engineering,
12 - 13 July 1999, Sydney, New South Wales, Australia - The University
of New South Wales
REDUCING CYCLE TIME:
MISSING LINKS BETWEEN THEORY AND PRACTICE
Aguinaldo dos Santos
Civil Engineer, MSc
University of Salford, Department of Surveying, England
Carlos Torres Formoso
Civil Engineer, MSc, PhD
Associate Professor
NORIE - Federal University of Rio Grande do Sul, Brazil
Miguel Torres Curado
C.Eng. MBA/MSc, MCIB
Lecturer
Instituto Superior Técnico, Dept. of Civil Engineering,
Portugal
Abstract
This paper discusses the application of the production management principle
of reducing process cycle time in construction sites. In its initial part,
the paper presents a theoretical framework in which high abstract principles
and low abstract tools can be integrated. The assumption behind this theoretical
framework is that the current production management philosophies and methodologies
(e.g.: JIT, TQM, Re-engineering) have a common core.
Subsequently the paper discusses the implementation approaches related
to the reduction of cycle time based on a number of case studies carried
out in Brazil and in England. Its main findings are concerned with the
degree of application of this principle in the industry and how it interacts
with other production management principles from the emergent production
philosophy.
Keywords: Cycle Time Reduction; Lean Construction; Production
Management Theory
1. SEARCHING FOR THE THEORY-IN-ACTION
A careful reading of the literature reveals that many of the core concepts
and principles behind world-class practices (theory-in-action) can
be traced to early theories developed during the Industrial Revolution,
whilst others actually contain new knowledge. Particularly in the last
thirty years, this theory-in-action has been synthesised in a long array
of new methodologies such as JIT, TQM, Value Based Management, Reengineering,
Lean Production, World Class Manufacturing, Concurrent Engineering and
so on.
It is possible to identify a common core among these methodologies that
may vary in arrangement and structure depending on the objectives of production
managers (Womack, Jones & Roos, 1990; Koskela, 1992; Sohal, 1996).
In this context, an attempt to establish a logical structure to this common
core is illustrated in the Figure 1, following a hierarchical abstract
distribution (Koskela, 1992; Lilrank, 1995).
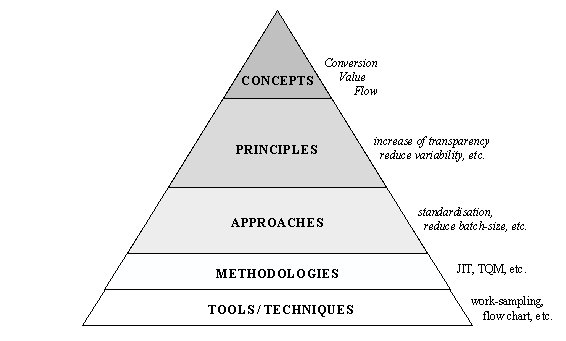
Figure
1 - Abstract Levels in the Core Production Management Theory
Concepts are located at the highest level of abstraction in
the theoretical framework. They could be defined as the mental image of
anything formed by generalisation from particulars (Weihrisch & Koontz,
1993). They set the fundamental structure of our thinking and, in that
way, they are the filters that we use to understand and analyse reality.
Thus, the description of a concept has to be precise enough, in order to
avoid ambiguity and, paradoxically, it also has to be flexible enough to
allow adaptation to different purposes.
Based on each concept it is posssible to generate a number of principles
that are, also, highly abstract in their definition. In general, a principle
is declared when the generalisations or hypotheses have been tested or
observed in practice and appear to be true. Although not always unquestionably
or invariably true, principles have to reflect reality and being considered
valid enough to be used to predict events (Weihrisch & Koontz, 1993).
In short, a principle describes the pathway to transform reality towards
the vision set by a concept.
An 'approach for implementation' is the direct and pragmatic
answer to the question: "How to implement this principle?". Thus,
in the proposed theoretical framework an approach has a much lower level
of abstraction in comparison to concepts and principles. It has a straightforward
application and, in many instances, the expected result of the action is
already in the definition of the approach itself.
In practice, concepts, principles and approaches for implementation
are mixed in different ways, making part of what is called in this paper
methodologies. Methodologies may be found in practice given the
structure and content for a particular practice or as the knowledge embedded
in a complete production system, as it is the case of the Toyota Production
System. JIT, Re-engineering and TQM are examples of methodologies conforming
to this definition. The development and application of each 'approach for
implementation' is supported by a number of tools and tecniques
that are designed to help the determination of specific answers to specific
problems.
2. CORE CONCEPTS
The core notion behind the modern production management theories is
the concept of value. Nowadays there is an increasing need to expand
the customer's perception of a product's worth vis-à-vis its price.
In this sense, within this model the increase of value is obtained through
systematic analysis of customer wishes and subsequent transformation of
these wishes in product and service specifications (Koskela, 1992). Only
the customer can define value and it is only meaningful when expressed
in terms of a specific product, at a specific price and specific delivery
time (Womack & Jones, 1996).
In contrast, the traditional production management philosophy understands
production as a set of conversions from inputs to outputs. The conversion
model
accepts that production can be divided into sub-processes, which are also
conversion activities (analytical reductionism). Additionally, this model
admits that cost can be minimised by minimising the cost of each sub-process;
and that the output value of a process is associated with the costs (or
value) of its input (Koskela, 1992).
The conversion model has very deep roots in the Western thinking.
Descartes second rule already proposed the division of a problem into as
many parts as possible and necessary in order to devise a solution for
it. One of the most important practical implications of this model lies
on its excessive emphasis upon processing activities and lack of attention
on the non-value adding activities that, usually, take significative part
of the production resources. Therefore, the direct consequence of relying
solely on the conversion model for managing a production system is the
generation of waste.
Finally, among the main core ideas of modern production management is
the concept of flow where production is understood as constituted
of processing, waiting, inspecting and transporting activities. According
to this model, processing activities are the only ones that actually add
value to the customer and, consequently, waiting, inspecting and transporting
activities should be eliminated from the production system (Koskela, 1992;
Womack & Jones, 1996). It is one of the principles derived from this
core concept that is explored in the next section. |
|
3.
THE PRINCIPLE OF CYCLE TIME REDUCTION
3.1 Definition
The cycle time of a process is the period required for a particular
piece of material or information to traverse a flow and it is composed
of processing, inspecting, waiting and moving activities (Koskela, 1992).
Thus, the principle of cycle time reduction consists on the elimination
of non-processing activities (inspection, waiting, moving) and the increase
of efficiency in processing activities from a given process cycle. When
looking
at all business processes, the process cycle can be measured by the time
between an order is placed and the time the customer receives the product
or service.
The reduction of cycle time is one of the basic improvement rationales
behind the new production management philosophies. One of the most traditional
approaches for achieving it, is acting on the processing activities themselves,
by changing the technology (conversion model). However, non-processing
activities (inspecting, waiting and moving) are usually the most time-consuming
ones in production systems and, above all, they do not add any value to
the end customer. Thus, the elimination or, at least, the minimisation
of non-processing activities is, in general, the most significative step
to reduce cycle time (Koskela, 1992).
3.2 Impact on Production Systems
Parkinsons law dictates that work tends to expand to fill all the time
available for it (Weihrisch & Koontz, 1993). In general, this expansion
creates waste in the form of movements, waiting and rework. Because of
that, compressing cycle time can drives the reduction of waste in production
systems (Koskela, 1992). Additionally, Koskela (1992) recognises that the
benefits of reducing cycle time are: fast delivery to the customer, reduced
need to forecast future demand, and decreased disruption of the production
process due to changed orders. Shorter cycle times offer an easier management
because there are fewer customer orders to keep track of.
From the perspective of continuous improvement and learning, the time
compression has a very important benefit: the cycle deviation-detection-correction
becomes shorter. People perceive the results of their actions sooner and,
consequently they can act sooner if any correction is necessary. Therefore,
shortening the cycle time has a clear connection with lower process variability
(Koskela, 1992).
In traditional companies, with rigid departments and numerous organisational
layers, the cycle between deviation, detection and correction sometimes
may never happen. This is mainly due to the lack of communication or to
the existence of long channels of communication which produce distortion
in the content of the messages (Koskela, 1992).
3.3 Core Implementation Approaches
"Implementation approaches" are, essentially, ways of doing things or
mechanisms for turning abstract principles and concepts into reality. The
literature shows various strategies for reducing cycle time, but very often
they are not strictly focused on cycle time and for that reason, there
is a risk of them not being effectiven. The list of approaches proposed
by Koskela (1992) was adopted in this research project because it presents
a more strict relationship with the principle. A summarised definition
for each of these approaches is presented below:
-
Minimising Distances: reducing the physical distances between stages
of a process;
-
Changing the Order of the Process: changing the precedence relationships
between activities, often enabling them to be carried out in parallel;
-
Synchronising and Smoothing the Flows: reducing the waiting time
between phases of a process to a minimum while maintaining a continuous
pace of work;
-
Solving Control Problems and the Constraints to a Speedy Flow: reducing
or eliminating time consuming control problems and constraints, that impair
a speedy flow;
-
Reducing Variability: identifying and eliminating the causes
for deviations in relation to target values and tolerance limits;
-
Isolating Value Adding Activities from Supporting Activities: transforming
support operations present in the main value adding flow into external
operations;
-
Reduction of Work-in-Progress: reducing the number of sequential
steps of the process waiting to be finished in one batch unit;
-
Reduction of Batch Size: reducing the size of production or delivery
volumes in order to speed up the delivery of units and identification and
correction of errors, between phases of a process or between processes.
Table 1 presents these approaches along with their most significant developers
throughout history:
Table 1 - Approaches for Process Cycle
Time Reduction
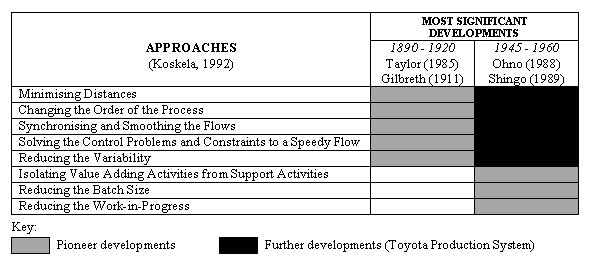
One important pioneer in the application of these principles was Frank
Bunker Gilbreth. He was also interested in the search for the best way
of doing a given task. As a building contractor, he became interested in
the study of needless, ill-directed and ineffective motions in construction
processes. In his most famous study, he analysed the bricklayers motions,
reducing them from 18 to 5. With these improvements, he doubled the productivity
of bricklayers without the need for increasing their efforts (Gilbreth,
1911). The motion studies of Gilbreth allied with the time studies of Frederick
Taylor gave birth to the Scientific Management School.
Later, in the Japan post-war, these principles were pushed towards new
limits due to the shortage of resources and the need for increase quality
and productivity. In the same period new approaches were developed such
as the reduction of batch size, the reduction of work-in-progress and the
isolation of value adding activities from supporting activities. Two of
the most proeminent figures of this period are Shigeo Shingo and Taichi
Ohno, developers of the Toyota Production System (see Table 1).
3.4 Theoretical Interactions among the Implementation
Approaches
It is reasonable to expect that principles derived directly from the
same concept should be complementary to each other. Indeed, in theory each
principle and the correspondent 'implementation approaches' should reinforce
in different levels of intensity all the principles derived from the same
concept. Figure 2 indicates the degree of interactions between cycle time
reduction and other three principles, based on a literature review carried
out in this research project
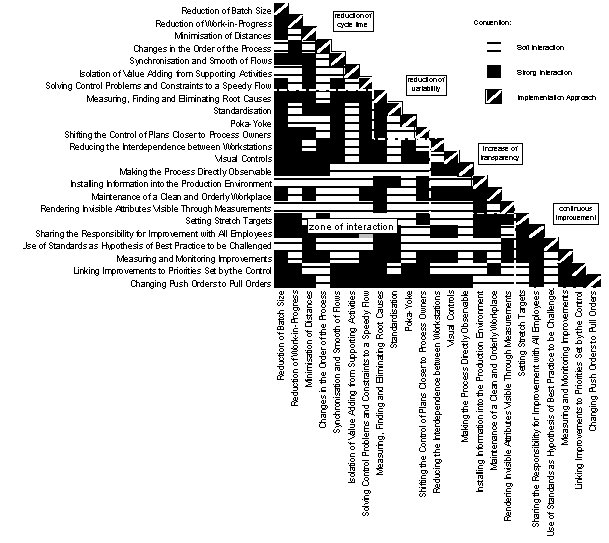
Figure 2 - Theoretical Interactions among
the Four Core Principles
Following this logic, a hypothesis can be made that the maximum effectiveness
of the production management theory in practice would be achieved when
all principles were applied simultaneously in a holistic and coherent fashion.
4. Application of the Principle
in Construction
4.1 Research Method
This research can be classified as a testing-out research. In this
type of research, the aim is trying to find the limits of previously proposed
generalisations and, subsequently, to specify, modify or clarify their
content (Phillips & Pugh, 1994:49/50). As a 'testing-out' research,
it has to be carried out in real world conditions where the kind of control
that exists in a laboratory is not feasible and even not ethically justifiable.
Thus, the decision was made to adopt a case study research strategy. The
need for a large volume of evidence in order to achieve satisfactory cover
up of of all implementation approaches led to the choice of multiple case
study design.
Six case studies were carried out, three in Brazil and three in England,
based on the bricklaying process. Complementarily, examples of bad and
good practice from other studies out at the Federal University of Rio Grande
do Sul, Brazil, were used as part of a meta case. A protocol was devised
in order to guide the observation sistematically. It includes a number
of tools, such as video recording, photography, work sampling, performance
measurements, flow chart and open-ended interviews. This protocol also
specified the sequence in which they are applied, and guidelines for analysing
data and for presenting it. Statistical significance was not considered
in the data collection. This protocol will be presented and discussed in
a forthcoming paper.
The analysis of the multiple case studies was carried out comparing
the practice with the production management theory in study (and vice-versa).
In order to do that, the process that Yin (1994) calls replication logic
was employed, similar to that used in multiple experiments.
4.2 The Applicability of the Implementation Approaches
in Construction
Time (particularly the avoidance of delays) was among the main concerns
of production managers in all case studies. Indeed, the literature also
recognises that delays are often one of the most common and costly problems
in construction projects (Alkass; Mazerolle & Harris, 1995). However,
in the case studies managers gave little attention to actions aiming at
reducing cycle time. The few actions observed in this regard had been produced
previously to construction, during the design and planning stage. Case
Study 02 presented the largest number of patterns matching with the theoretical
propositions, nevertheless it was still lacking integration with other
core implementation approaches, as illustrated in the Figure 3.
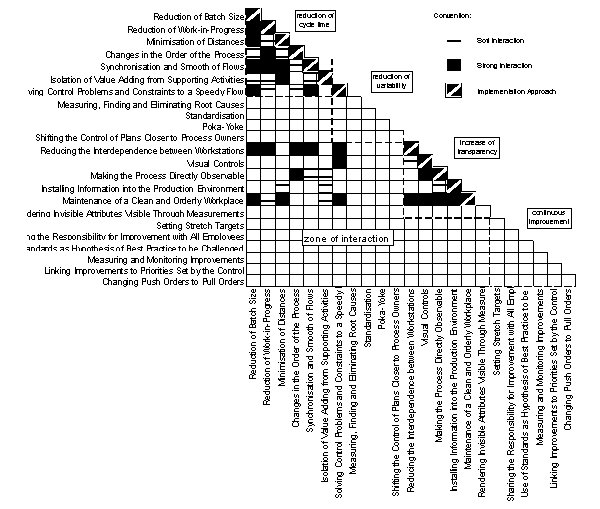
Figure 3 - Approaches and Interactions
Identified in the Case 02
The principal aim of construction managers was to achieve the right
design, under the right budget and schedule specifications rather than
to challenge it. Since waste and delays always seem to be included in estimates
and schedules, the result was the perpetuation of poor historical levels
of performance. Consequently, the benefit of developing more effective
solutions continued to be shadowed by inefficiencies in the construction
stage.
In theory, minimising distances should be the most straightforward
of the approaches for reducing cycle time. However, the fact that construction
uses mostly mobile workstations demands a more sophisticated interpretation
of this approach in order apply it in an effective way. The minimisation
of distances in construction workstations are more likely to be successful
if they involve both passive (e.g. training, planning, visual indications,
etc) and active means (e.g. physical barriers, limit switches, etc). The
passive
means are necessary because the maintenance of short distances throughout
the process relies heavily on the commitment and attention of the workforce.
Ideally, the workplace and workstations optimal arrangement should become
entrenched on the workforce practice and knowledge, without the need for
managerial control. The active means are those that should be built
into the workstation and be easily transported with the workstation to
the next workplace. They act independently of the workers own will, but
should be designed in a way that make workers benefit from a more effective
work.
In most of the case studies investigated little emphasis was given to
the reduction batch size. In fact, the idea of reducing the batch
size was not even considered as an alternative to reducing cycle time by
most of the practitioners. One of the obstacles for implementing this approach
was the fact that the short term base relationships between subcontractors
and contractors were incompatible with the long term learning process demanded
from the reduction of batch size. The mass production paradigm was another
barrier for implementing small batches. Construction managers did not understand
that the use of resources in their full capacity, producing more than the
necessary for the next process, is a waste. In fact, for some managers,
waste due to overproduction does not exist in a construction project since
the sub-products have to be processed anyway. The benefit of immediate
identification and correction of errors was not even mentioned with respect
to batch size reduction. This situation indicates that considerable efforts
still have to be made in the area of education and training in order to
include this practice in the knowledge archetype of managers and workers
in the construction sector.
In construction the workstations are normally mobile and the product
has different shapes. Therefore the definition of what is the batch unit
in the sector is a very complex issue. The size of the batch unit is dynamic,
since design and technological innovations can push the already fragmented
process even further and consequently, affect the characteristics of transfer
batches. Rigid process dependencies, for instance, are often reduced or
eliminated with innovations, opening the opportunity for reducing the size
of batches. In this respect, it was found that the use of physical or virtual
delimitation of batches is an extremely helpful instrument to make the
batch unit visible and workable in the construction site.
It was also found that the reduction of work-in-progress seems
to be easily misunderstood, especially with respect to the 'consolidation
of steps in the process' achieved by technological innovations. Truly,
the more segmented and interconnected a process, the more waiting time
there will be due to the queue effect. In this sense, technological innovations
have surely an important role in reducing the number of visits of each
gang to a workplace. However, the principle of reduction of work-in-progress,
as defined in this paper, has an emphasis on managerial aspects of production
and could be applied even if the technology remains unchanged. The actions
are focused on the production flow, aiming at the reduction of process
steps waiting to be finished in each single batch unit.
The levels of work-in-progress found in the case studies were strongly
linked with the levels of process variability. Indeed, the construction
sites that presented the highest predictability of starting and finishing
dates and effective communication between all parties were the ones that
also presented the minimal waiting time between stages of the process.
In theory this could mean a more intense use of standardisation, systematic
elimination of root cause of variations, control of plans closer to process
owners and poka-yoke devices. However, in the case studies there was little
use of these approaches. The best case studies achieved lower variability
due to an experienced workforce and to the high quality of materials. Yet,
the segmented division of responsibilities and the individualistic bonus
system in all case studies resulted in the cumulative re-pass of high process
variability
from upstream operations to downstream operations.
The lack of continuity (smooth flow) of work across different
projects was another important cause of variability in all the case studies
and this consequently led to longer cycle time. It was rare to find examples
of managers trying to keep a continuous and stable process workload across
different projects. It was also found that the problem of continuity was
also affected by the lack of flexibility of the workstations, including
the workers themselves. Flexibility could offer a viable alternative to
keep the workers in touch within the same company (ies) and reduce the
effect of changing working environment and practices.
Increased speed of processes by solving control problems was
rarely identified in the case studies. At the managerial level, controls
were restricted to schedule and inventory control. Such managerial controls
did not affect the main adding-value flow of everyday activities. From
an operative perspective, activities such as 'measurement' and 'adjusting
position' could be considered as controls. Thus, there is substantial room
for improvement in the site practice in this respect, taking into account
that they do not add any value. In this sense, the process controls should
be built into the process, taking no time from the flow of materials. The
principle of transparency has an important role in this respect.
Mapping the process was identified as an important instrument to identify
the main flow of value adding activities. It becomes much easier to identify
the exact location of supporting activities with such information
at hand. Mapping also helped to compare the process design with other alternative
designs and to identify the opportunities to change the process order.
The process activities were sequential in most of the case studies and,
according to the observations, the main reason was the high process variability
and the push mode of production. The variability of upstream operations
were generally absorbed or corrected by downstream operations. However,
the change from a sequential order to a parallel one certainly demands
better design, low process variability, higher level of skills from the
work force and more accurate suppliers than the usual practice. Changing
of process order without these basic conditions can bring even more disruption
to the production system as it was witnessed in Case Study 06.
4.3 The Theoretical Interactions among Implementation
Approaches
The analysis of practices in the six case studies has revealed a common
problem: the lack of integration of the practices regards to the theoretical
'implementation approaches'. Indeed, the practices that were affecting
more severely the performance of the bricklaying process have confirmed
this finding. As Figure 4 shows, these practices were lacking the support
from other essential practices in order to offer the best possible results.
Consequently, the main outcome of having a partial application of the theory
was the sub-optimal performance of the production system.
It is understood that the main reasons for this lack of systemic integration
are twofold. First, there may be an actual gap in the knowledge of practitioners
in all sites analysed. In this respect, there are considerable learning
opportunities for the introduction of new ideas in the constructin practice.
The second possibility is that the workers and managers knew about the
principles in study but did not have organisational structure and support
to apply them thoroughly.
In reality, the empirical observations have shown that the construction
sites analysed had a mix of these two possibilities. The excessive emphasis
on the control of process inputs/outputs had deprived managers from the
experience of improving flows. Therefore, important knowledge has not been
properly developed and consolidated in their mental models. In addition,
in certain points it was evident that the managers and workers understood
and agreed with the propositions. In those occasions, their experience
in previous building sites was often used as example to confirm the validity
of the theoretical propositions.
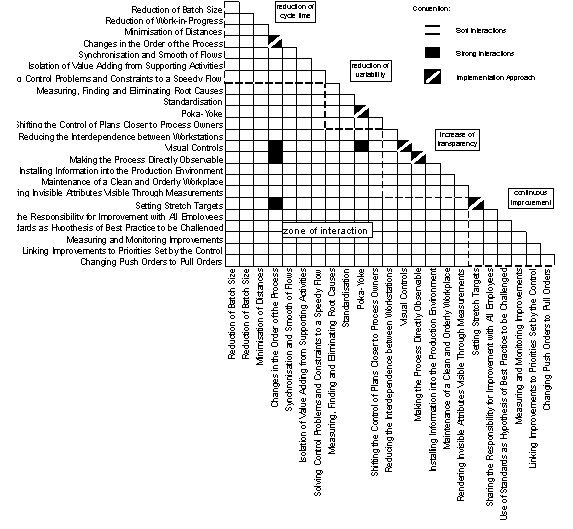
Figure - Approaches and Interactions
Identified in the Case 01
The lack of complementary approaches in the case studies was directing
the production systems towards sub-optimal conditions. Neither contractor
was benefiting from these conditions nor the subcontractor or the client.
In this context, the observations in the construction site led to the conclusion
that the short term attitudes, lack of commitment and win-lose relationships
were the main reasons for the absence of systemic application of all inter-connected
principles.
5. CONCLUDING REMARKS
The production management theory could be considered as a condensed
diary of experiences, observations and thinking on better ways to manage
production systems. The adequate understanding of the evolution and state
of this condensed learning is an important factor to devising innovative
and effective solutions for production problems.
In spite of this, production managers often tend to ignore the historical
evolution of management theories, since they are more oriented towards
action in the present. Nevertheless, disregarding the evolution of events
and ideas of management throughout history is to risk repeating the same
mistakes again or wasting useful ideas. Indeed, careful reading shows that
all approaches for reducing process cycle time presented in the current
literature can be traced in the past theories.
Individually all approaches for reducing cycle time presented in the
operations management field were found applicable in the construction environment.
Yet, the construction sites revealed very few examples of reduction of
batch size and reduction of work-in-progress. Furthemore, it was observed
a generalised lack of systemic integration among all implementation approaches.
The main outcome of this situation was production systems working under
sub-optimal conditions.
REFERENCES
-
ALKASS, S.; MAZEROLLE, M. & HARRIS, F. (1996) Construction delay analysis
techniques. Construction Management and Economics, Vol 14, pp. 375-394.
-
KOSKELA, L. (1992) Technical Report 72 - Application of the New Production
Philosophy in Construction. Technical Research Centre of Finland, Helsinki.
-
GILBRETH, F. B. (1911) Motion Study: a method for increasing the efficiency
of the workman. D. Van Nostrand Company, New York.
-
YIN, R. K. (1994) Case study research: design and methods. 2nd
edition. Sage Publications, Thousand Oaks.
-
LILRANK, P. (1995) The transfer of management innovations from Japan. Organization
studies, Vol.16/6, pp. 971-989.
-
OHNO, Taiichi. (1988). Toyota production system: beyond large-scale
production. Productivity Press, Cambridge, MA.
-
SHINGO, Shigeo. (1989) A study of the Toyota production system from
an industrial point of view. Productivity Press, Cambridge, MA.
-
TAYLOR, F. W. (1985) The principles of scientific management. Hive
Publishing, Easton, PA [1911].
-
WOMACK, J.P. & JONES, D.T. (1996) Lean thinking. Simon &
Schuster.
-
WOMACK, J.P.; JONES, D.T. & ROOS, D. (1990) The machine that changed
the world. Rawson Associated, New York.
-
WEIHRICH, H. & KOONTZ, H. (1993) Management: a global perspective.
10th Edition. McGraw-Hill International, New York.